Obrigado pela sua visita
Esta máquina foi vendida recentemente. Explore máquinas semelhantes disponíveis ou envie-nos um pedido.
STUDER - S31DE-GRI-STU-2008-00001
Você tem outras perguntas? Contate-Nos!

José María García
+34 601 158 008
j.garcia@gindumac.com
- GINDUMAC
- Produtos
- Máquinas Ferramenta
- ➤ STUDER S31 Usado Para Venda | gindumac.com
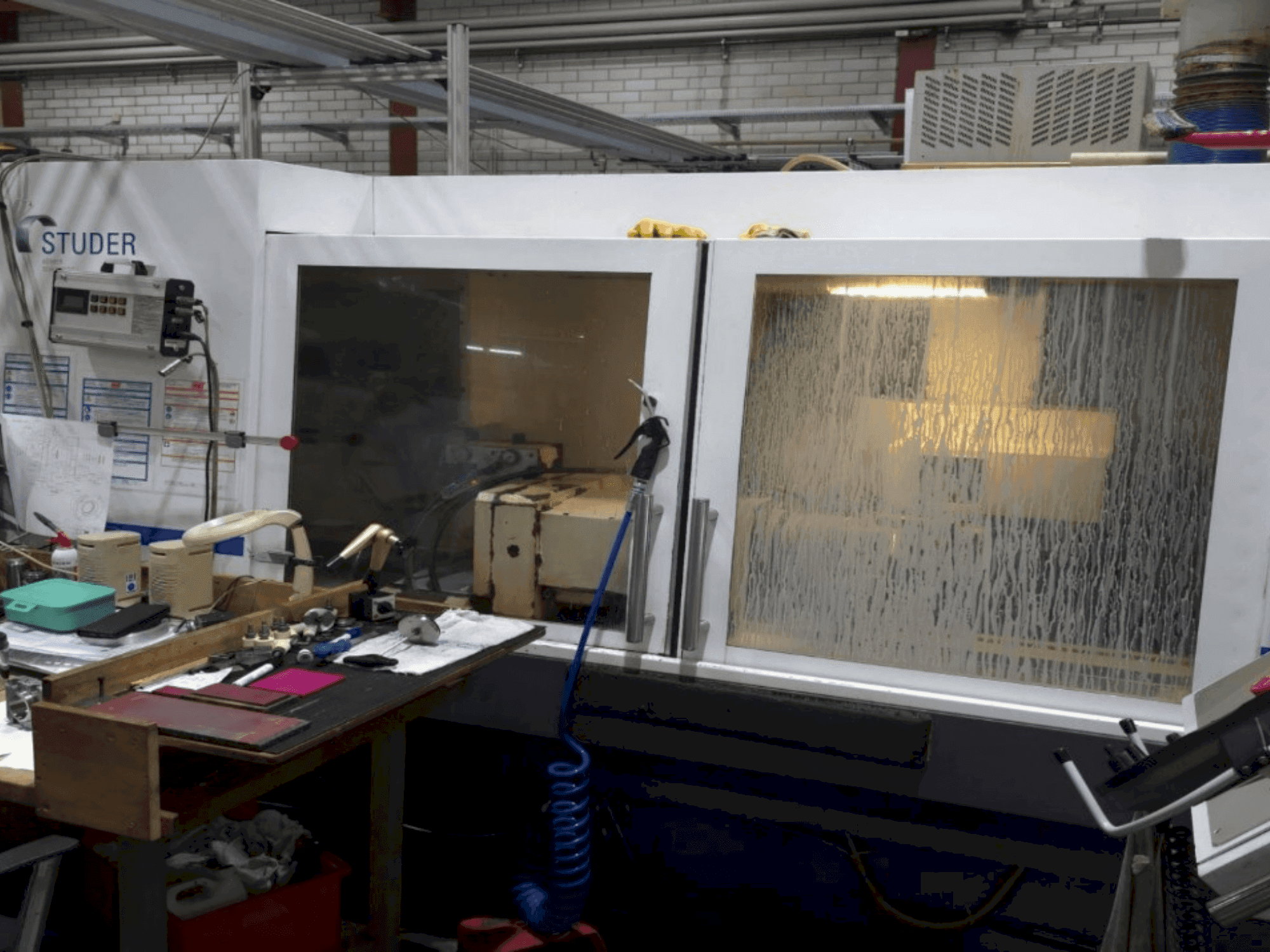
Esta STUDER S31 foi fabricada em 2008. É uma máquina de retificação cilíndrica com um sistema de controlo GE Fanuc Série 21-TB. Acumulou 47.099 horas de funcionamento com o fuso a funcionar durante 25.500 horas. Considere a oportunidade de comprar esta máquina de retificação cilíndrica STUDER S31. Contacte-nos para mais informações sobre esta máquina.
Visão Geral
- marca: STUDER
- ano: 2008
- MODELO: S31
- horas de produção: 47099
- tipo de aplicação: Esmerilar
- Localização: Alemanha
- tipo de máquina: Retificadora Cilíndrica
Informação Técnica - STUDER S31
Movimento
- Número de eixos: 2
Informações adicionais
Equipamento adicional
Conversor de frequência atualizado / Conversor de frequência substituído
Vantagens da máquina
Vantagens técnicas da máquina
Controlador: ge fanuc série 21-tb
Fuga na cuba
Tanque com fugas
Sem filtro de correia do líquido de refrigeração
Informação extra
Eixo transversal X e eixo longitudinal Z:
Eixo transversal X (eixo NC) 0°, acionado por servo motor AC
e fuso de esferas. Curso de 280 mm. Avanço programável 0,001-5.000 mm/min.
Eixo longitudinal Z (eixo NC). Acionado por servo motor AC e fuso de esferas. Curso
1150 mm. Taxa de alimentação programável
0,001-10.000 mm/min.
Sistema de medição direta no eixo X
Resolução 0,0001 mm (sistema de medição linear e absoluto,
não requer deslocação do ponto de referência)
Sistema de medição direta no eixo Z
Resolução 0,0001 mm (linear, sistema de medição absoluto,
não requer deslocação do ponto de referência)
Interface da balança para sistemas de medição direta
Cabeça de roda
Cabeça de roda de torre U universal, giratória
Eixo de rotação automático da cabeça de roda (eixo B)
para rodar a cabeça da roda.
Engrenagem Hirth de 1° para o eixo de rotação da cabeça de roda. Ângulo de rotação -15° a +195°
Cobertura de segurança na posição 1 da ferramenta, esquerda Ø 500mm
para retificação exterior para mós Ø 500x63mm F1
(80mm F5)
Cobertura de segurança na posição 2 da ferramenta, direita Ø 500mm
para retificação exterior para mós Ø 500x63mm F1
(80mm F5)
Informações gerais sobre a cobertura de segurança na posição 2 da ferramenta:
O comprimento de retificação do lado direito de retificação é reduzido na
posição de rotação da cabeça de retificação. 300° em aprox. 30%
Dispositivo de retificação interna para fusos de alta frequência
Ø 120mm na posição 3 da ferramenta, incluindo cabo de ligação
para ligar os fusos de retificação interna Ø 120mm de acordo com
de acordo com as seguintes especificações Studer:
-- Ligações de lubrificação plug-in para mangueiras de diâmetro
4mm
-- Ligações de refrigeração de encaixe para fluxo de avanço e retorno
com diâmetros de mangueira
10mm (os acoplamentos de encaixe do lado do fuso e da mangueira estão incluídos no âmbito de fornecimento do fuso)
-- Com ligações eléctricas de acordo com o esquema de ligações
Codificação do mandril de retificação interna
O rolamento fixo do veio do motor 1 está à direita
na posição 2 da ferramenta
Velocidade de corte do moto-árvore 1
programável até ao máx. 50m/s
Para moto-árvores com um máx. n = 3200rpm, 50m/s é
só é possível com diâmetros de mó >300mm
Equipamento de retificação interna HF para fusos Fischer com lubrificação óleo/ar
Informações gerais sobre as marcas de fusos HF:
Não podem ser utilizadas diferentes marcas de fusos com lubrificação a óleo e ar numa única máquina.
-- O número de ligações de lubrificação deve corresponder aos fusos
nos acessórios.
-- Os fusos com diferentes números de ligações de lubrificação não podem ser utilizados por posição da ferramenta.
Unidade de manutenção para lubrificação óleo/ar para fusos de retificação interna.
A quantidade de lubrificação pode ser programada especificamente para o fuso no controlo CNC.
Purga de ar para os fusos HF quando é utilizado ar comprimido da máquina (a partir da válvula principal pneumática).
Cabeça de trabalho do mandril com rolamentos de rolos, cone ISO 50, montagem externa cilíndrica no
nariz do fuso Ø 110 mm, furo do fuso Ø 50 mm.
Bloqueio manual do fuso sem controlo.
Opção de montagem para sensor de anéis de retificação
Informações gerais sobre a cabeça de trabalho do mandril:
Para retificação em tensão ou retificação exterior com centro rotativo
Correção manual da cilindricidade na cabeça de trabalho
Precisão de concentricidade de pelo menos 0,0004 mm
Eixo C standard
para carregamento da peça e paragem posicionada circunferencialmente
(Precisão +/-0,5°) para troca de peças
Eixo C standard; para retificação de formas,
para retificação de formas, é normalmente necessário um eixo C de alta precisão
Acionamento da peça de trabalho 3 kW com servo motor AC
Gama de velocidades 1-1000 rpm
Velocidade de deslocação 1-50 rpm
Elevação pneumática para um movimento sem esforço
da cabeça de trabalho durante a configuração
2909914-E
Controlo pneumático e monitorização da pressão das aparas
Interface elétrico 1 para a preparação rotativa
para a preparação de máquinas rotativas até um máximo de 3 kW de potência de acionamento.
Permite velocidades programáveis de 10-100%
da velocidade nominal do fuso, consoante o fuso, na mesma direção ou na direção oposta à da mó.
Painel de comando e armário de controlo permanentemente ligados à
à máquina
Unidade de ar condicionado para o armário de controlo
Informações gerais sobre o arrefecimento do armário de comando:
À temperatura ambiente. É necessária uma unidade de arrefecimento para temperaturas superiores a 30°C.
Tensão de ligação: 400 volts +/-10%
Frequência da linha: 50 Hz +/-1 Hz
Linha: 4 fios (L1, L2, L3 / PE) ou 5 fios (L1, L2, L3 / N / PE)
Tensão de controlo interno: 24 volts DC
Controlador CNC Fanuc 21i-TB com:
-- Ecrã plano a cores ativo de 10,4
-- Controlador PLC integrado
-- Comunicador Studer e sistema de bus ASI
Memória do utilizador para o controlador CNC: 128 kB,
Memória de programa: 200
-- O Fanuc 21i-TB apenas suporta tamanhos de memória de utilizador até 512 kB.
Unidade de operação portátil: Terminal Studer PCU
com ecrã LCD, teclado, volante eletrónico,
botão de anulação e de permissão
Contador de horas de funcionamento, intervalo 0-99,999 horas
Deteção eletrónica de acoplamento com Dittel AE 4100-1
constituído por:
-- Painel frontal com ecrã LCD para visualização da
ecrã LCD para visualização da curva de sinal
-- 4 entradas para a deteção de acoplamento com sensores passivos
passivos, sendo que apenas um sensor pode ser
avaliado de cada vez
*Pode haver diferenças entre os dados apresentados e os valores reais, o que deverá ser confirmado pelo representante de vendas.
José María García
Termos de Pagamento
Pagamento adiantado
Financiamento de activos